Stages oranges from the feeder and meshes with static peelers for extraction. Yokes from transmission drive the bracket and peelers.
Peel deflectors (WIP):Chute deflector (this subsystem) and static deflector (collection) — ensure manufacturable, no collision during motion, rigid and clean.
Colour key & components
CAD colours for this section only. Subassemblies with more colours: see their pages (e.g. Fruit support).
Colour(s)
Component
Driven peelers — mesh with static peelers (collection); four sets
Driven bracket — carries yoke load; mashes against static peelers; 2×4 mount holes on back for yokes
Fruit support — staging for oranges to drop into peelers; 3 pairs rails, pusher; Fruit support subpage for detail & extra colours
Central pin — at centre of each driven peeler set
Roller — pushes open feeder spring to drop one orange onto fruit support
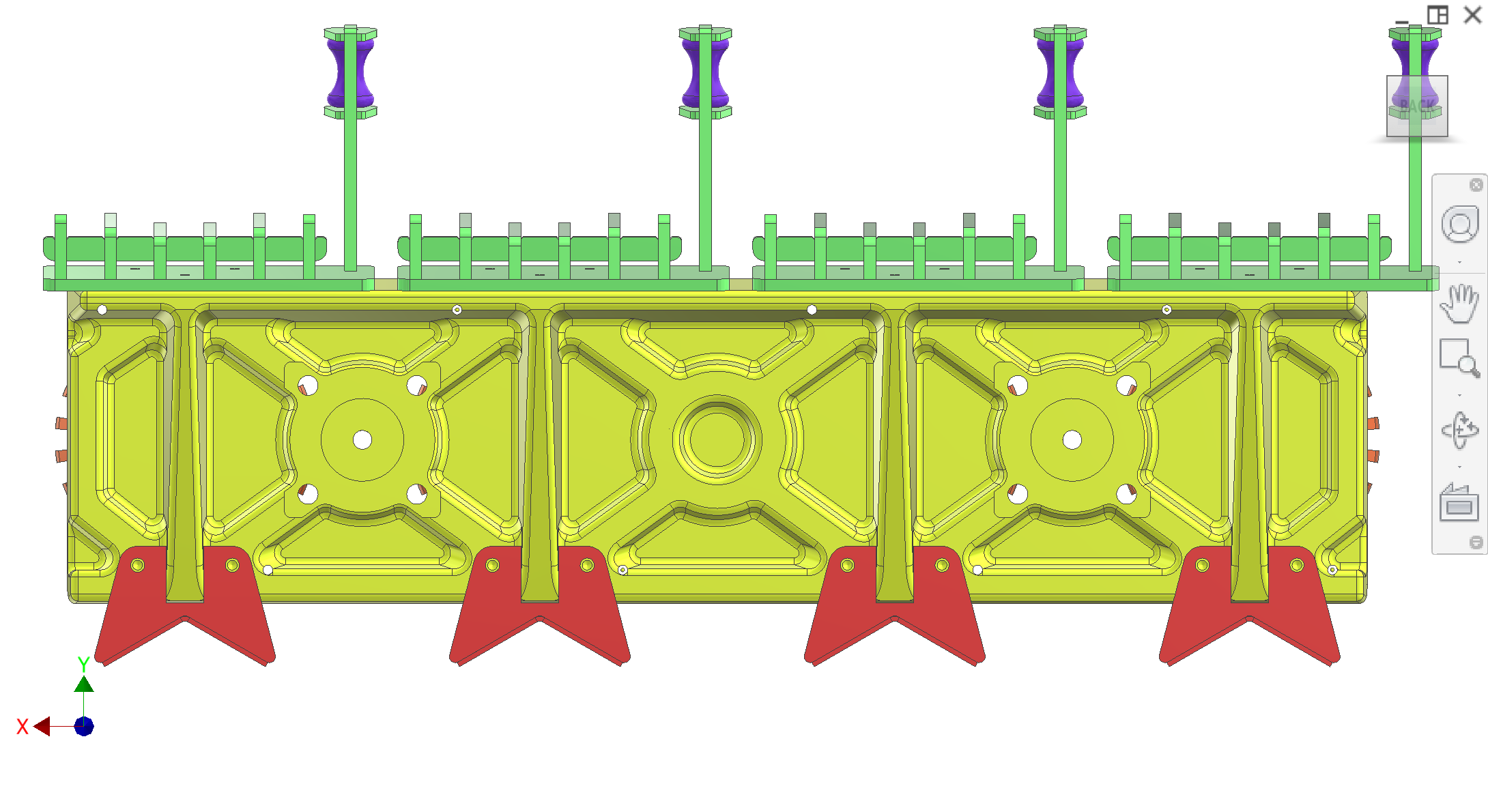
Chute deflectors — redirect peel to back of bin; mounted to driven bracket; bent plate; prevent peel in chutes during compression
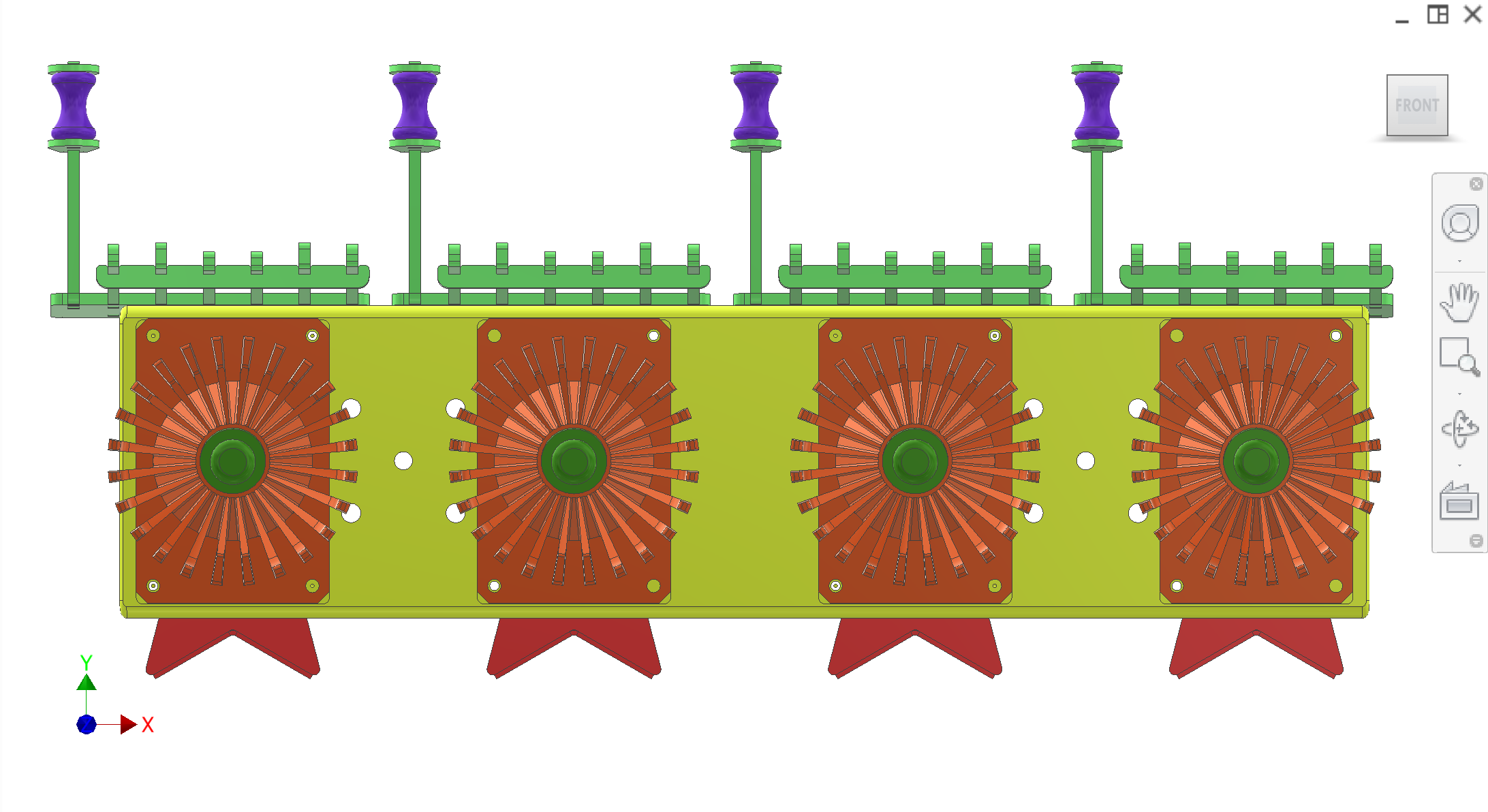
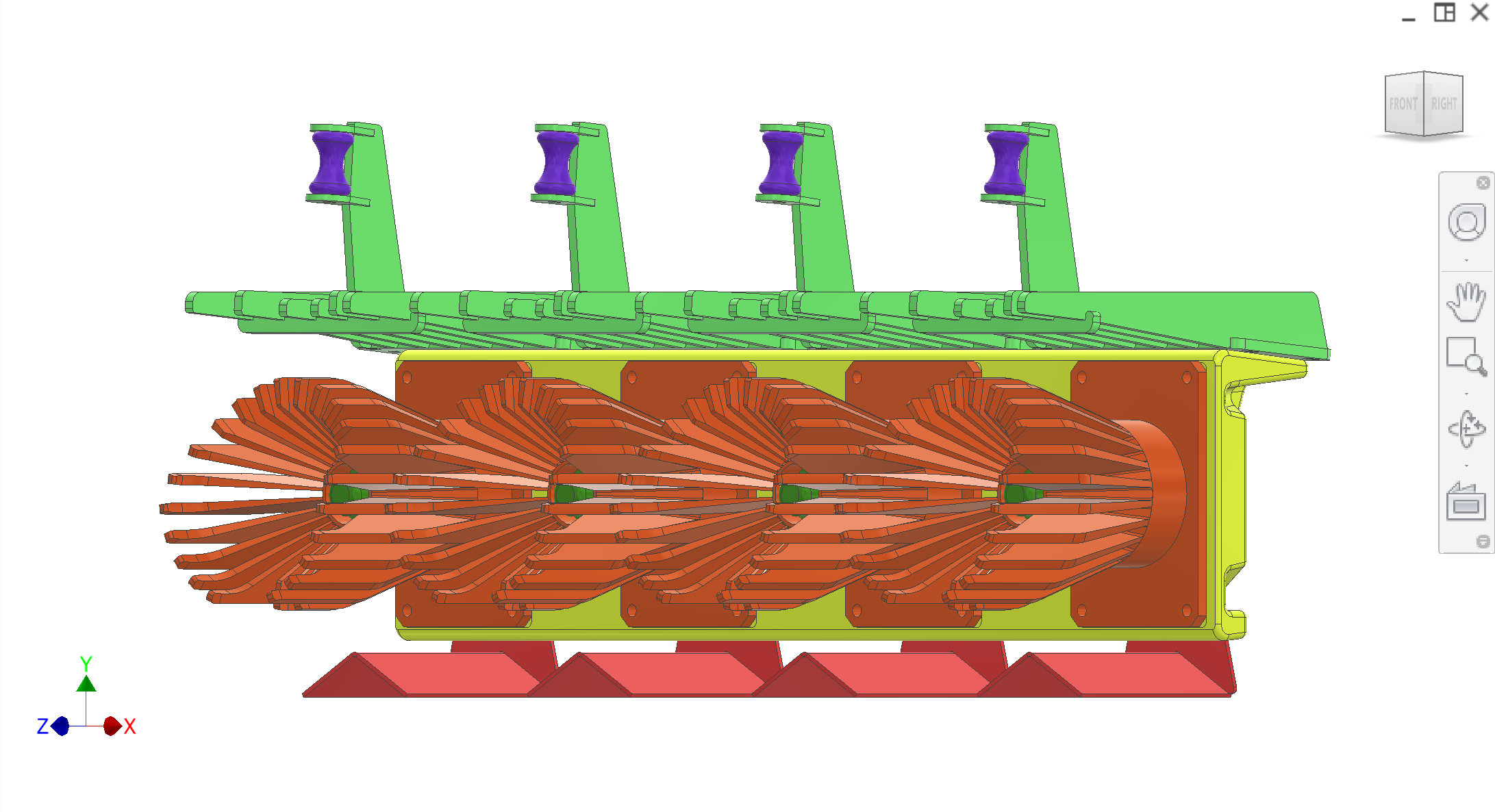
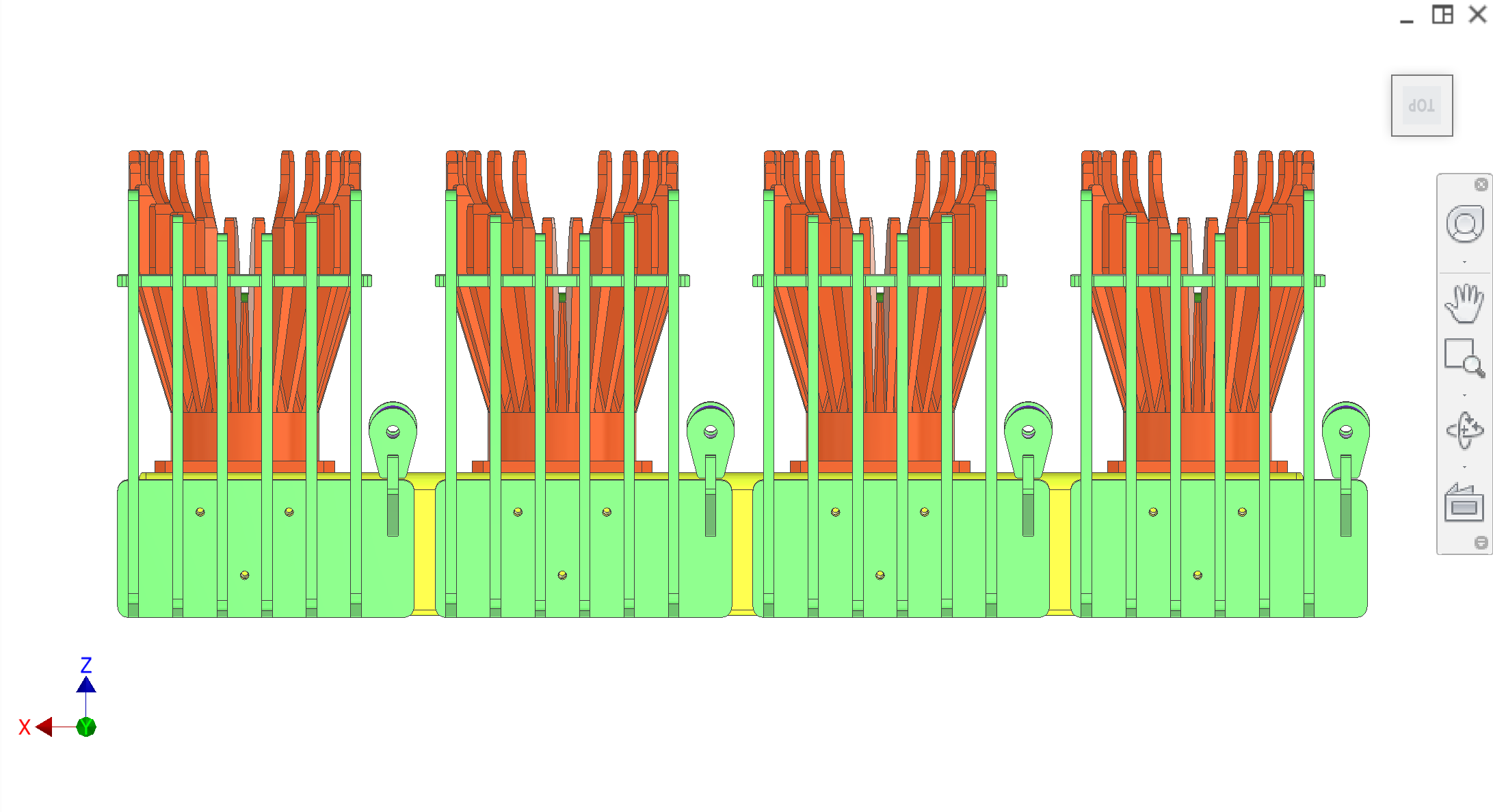
Figure 1. Isometric — four modules; chute deflectors (red) beneath peelers; driven peelers, fruit support, rollers.
1 / 8
Discussion
Rough design & intent
What this subsystem does — Receive single oranges from the feeder and stage them on the fruit support, then drive the extraction event by meshing driven peelers with static peelers (collection). The transmission yoke/shafts push this module into the collection module during compression.
Design status — Peeler core geometry is inherited from a commercial machine. The mounting flanges for both driven and static peelers (and how they are manufactured) are not finalized and are planned as machined-on flanges added to existing peelers.
Hygiene/washdown — This is inside the splash zone. All surfaces should be spray-down washable with no pockets/shelves; top faces should be sloped for drainage. Fasteners should follow hygienic practice (e.g., avoid Phillips/slotted where possible; prefer hex heads).
Known issues & risks
High force path — The driven bracket carries large loads and bending moments: transmission shafts push on a short bracket while supporting four peeler modules. Stiffness and fatigue life are critical.
Peeler alignment — Driven peelers must be concentric/aligned with static peelers. Current plan relies on an adjust-then-lock approach (loose fit holes for adjustment, then drill/ream and add shoulder bolts/dowels).
Synchronization pusher stiffness — Only one pusher is used across four modules, pushing a diagonal spring. If the pusher or fruit support flexes laterally (X-axis), it can collide with tubes/lids and cause catastrophic damage.
Deflectors are WIP — Chute deflectors must prevent peel from falling into core chutes during compression and redirect peel into peel chute; current concept is not yet constrained/stiff.
DFM & manufacturing (China)
Driven bracket — Current intent is a sand-cast driven bracket with draft angles and post-machining for critical mounting faces/holes. Contractor to confirm rib thickness, casting quality, and whether cast vs welded is best.
Surface finishing — Consider post-processing for the cast bracket to improve cleanability (e.g., smoothing/flow finishing) so there are no crevices where pulp can accumulate.
Peeler flange fabrication — Plan is to machine flanges (lathe) and weld a plate to existing peelers for bolt-up. Contractor to propose a robust welding + inspection approach that preserves geometry and hygiene.
Fruit support — Current design uses waterjet-cut ~5 mm plates assembled with slots and welded. Stiffness must prevent sag and lateral flex, while allowing CIP spray through rails/gaps.
Optimizations sought
Alignment repeatability — Fast alignment procedure that can be repeated seasonally (adjust → lock → dowel/shoulder-bolt).
Cleanability — No pockets; sloped top faces; rail gaps that allow spray-through cleaning of peelers.
Stiffness — Increase stiffness of driven bracket and fruit support to prevent collisions and preserve peeler alignment.
Questions for contractor
Propose the best manufacturing strategy for the driven bracket (cast vs welded) given washdown/hygiene requirements, stiffness needs, and China supply chain.
Propose a peeler alignment procedure and tolerances for concentricity/mesh so peelers do not collide and wear is controlled.
Review the fruit support + pusher stiffness requirements and propose design changes that prevent lateral flex and collisions while keeping CIP spray-through.
Propose a chute deflector design that is stiff, manufacturable (formed/bent), and does not collide during motion; ensure peel is routed to peel chute (not core chute).
Figures to add (clarify to contractors)
Peeler alignment sketch — driven vs static peeler concentricity and where adjustment is provided vs where holes are reamed/shoulder-bolted.
Pusher collision envelope — pusher travel, spring path, and clearance to tubes/lids; show catastrophic collision modes to avoid.
Deflector intent — peel trajectory and “do not drop into core chute” requirement; show compression stroke position.
Subassemblies
Fruit support — rails, connecting link, pusher; direct fruit from pipe to peeler.